Описание
Продам по цене от производителя колесо зубчатое z=32, m=26 (эш) 1080.33.49-1.
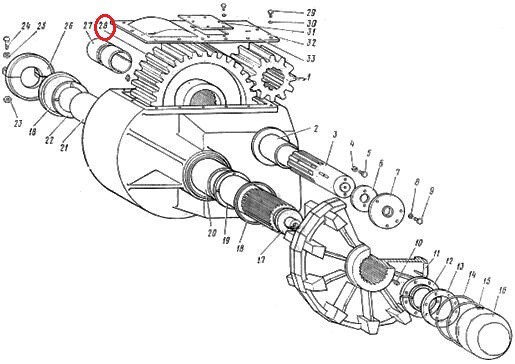
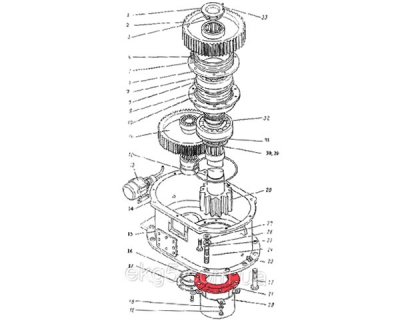
Предназначено для передачи вращения от двигателя хода карьерного экскаватора ЭКГ-5 к колесу ведущему.
Наименование детали или сборочной единицы | Обозначение по чертежу | Количество на машину |
Колесо | 1080.33.49-1 | 2 |
Материал | Твёрдость | Масса, кг |
Сталь 34ХН1М | Зуб ТВЧ HRC≥40 | 530,0 |
№ позиции на эскизе | Возможные дефекты | Способ установления дефектов и контрольный инструмент | Размеры, мм | Заключение и рекомендуемый способ восстановления | ||
номинальный | допустимый без ремонта в сопряжении с деталью | |||||
новой | бывшей в эксплуатации | |||||
| Трещины и обломы | Осмотр | — | — | — | Допускаются обломы торцов на длине до 20,00 мм не более чем на двух не расположенных рядом зубьях. В остальных случаях браковать | |
| Трещины и обломы шлицев | То же | — | — | — | Браковать | |
| Выкрашивание рабочей поверхности зуба | Осмотр | — | — | — | Не более 25% поверхности зуба в виде мелуих раковин глубиной до 1,00 мм | |
1 | Износ шлицев по толщине | Замер толщины шлица. Штангенциркуль 0-125 мм | -0,06 | 9,30 | 9,40 | Менее 9,30 мм. Браковать |
2 | Износ зубьев по толщине | Замер толщины зуба на высоте h = 14,24 мм. Штангензубомер | -0,35 | 32,00 | — | Менее 32,00 мм. Браковать |
Изготавливается из:
- Поковок слаль: 34ХН1М, 34ХН3М, 40ХН, 40Х,
- Отливок: 45Л; 35Л; 35ХМЛ.
Количество на сборную единицу (Ход гусеничный) — 2 шт.
Одним из основных элементов, отвечающих за функционирование редуктора, а значит и всего процесса хода, является колесо зубчатое ЭКГ-5А (Z=128, m=26), имеющее заводскую маркировку 1080.33.49-1.
Зубья данной детали получают методом холодного или (реже) горячего накатывания. Высокая степень точности зубьев колеса достигается за счет калибровки, шлифования фрезами, азотирования и (до термообработки) шевингования.
После термообработки, вызывающей коробление зубьев, частично теряется степень точности, достигнутая шевингованием, и возникает необходимость в последующей обработке, в которую входит операция с упором на отделку эвольвентных поверхностей зубьев в специально предназначенных для этого патронах.
Вследствие данной манипуляции происходит более равномерное снятие металла с зубьев, что положительно сказывается на их технологических качества
Доставка на склад покупателя.